



Uvod u PETG puhanje
Što je PETG?
PETG (polietilen tereftalat glikol) je vrsta termoplastičnog poliestera, poznatog po svojoj izvrsnoj bistrini, ...
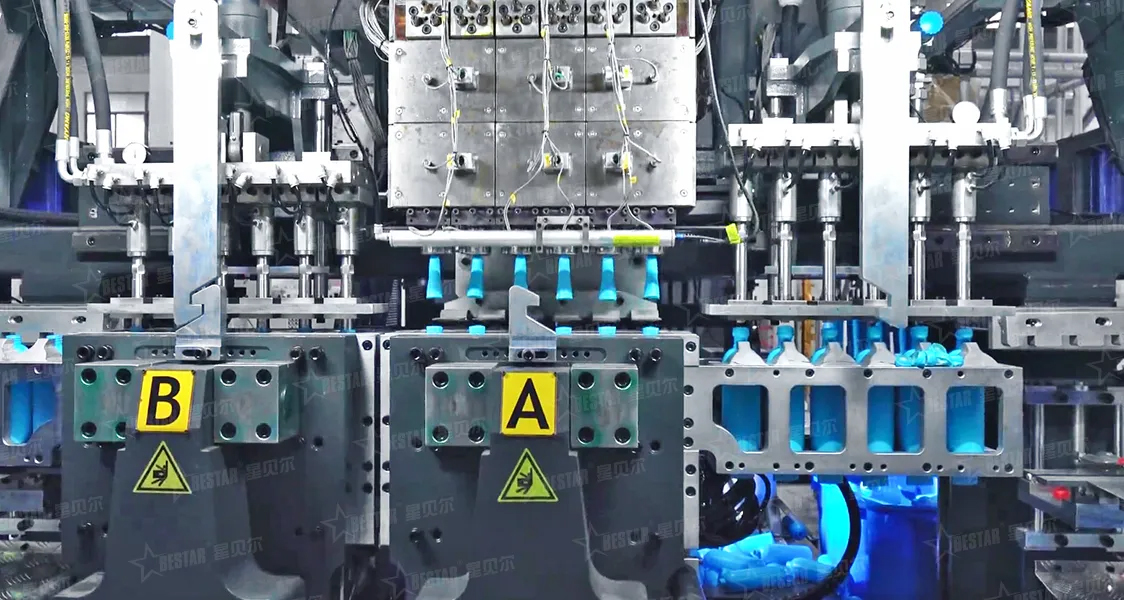
Ekstruzijsko puhanje široko je korišten proizvodni proces za izradu šupljih plastičnih dijelova. Stroj za puhanje uobičajen za proizvodnju spremnika kao što su boce, kanisteri, bačve i automobilskih komponenti kao što su spremnici goriva i kanali.
Plastifikacija i ekstruzija parizona:
1. Sirovina: Plastična smola (obično u obliku kuglica ili granula) dovodi se iz lijevka u ekstruder.
2. Ekstruder: Ekstruder se sastoji od grijane bačve s rotirajućim pužom iznutra. Dok se vijak okreće, prenosi plastiku naprijed, topi je smicanjem i vanjskim grijanjem i homogenizira rastaljenu plastiku (talinu).
3. Glava matrice: Rastaljena plastika se zatim gura kroz glavu matrice, koja je oblikuje u šuplju cijev koja se naziva parison. Urezna glava može se dizajnirati za kontrolu debljine stjenke (programiranje stjenke) kako bi se osigurala ujednačenija debljina stjenke u konačnom proizvodu, posebno za složene oblike.
Parisonovo stezanje:
1. Perison je istisnut prema dolje, visi okomito (u većini uobičajenih postava).
2. Kalup od dva dijela (sa šupljinom u obliku željenog proizvoda) zatvara se oko parizona, odvajajući jedan kraj (obično dno) i zatvarajući ga. Vrh parizona ostaje otvoren i povezan s glavom matrice ili ga drži kalup.
Puhanje i napuhavanje:
1. Igla za puhanje (ili igla) umetnuta je u otvoreni kraj kalupa (često kroz glavu matrice ili poseban otvor u kalupu).
2. Komprimirani zrak se ubrizgava kroz iglu za puhanje, napuhujući meku, rastaljenu paru.
3. Tlak zraka tjera plastiku da se proširi i poprimi oblik šupljine kalupa.
Hlađenje:
1. Plastika, sada pritisnuta na relativno hladne stijenke kalupa, počinje se hladiti i skrućivati.
2. Kalupi su obično opremljeni kanalima za hlađenje kroz koje rashladno sredstvo (poput vode) cirkulira kako bi se ubrzao ovaj proces.
3. Dovoljno vrijeme hlađenja je ključno kako bi se osiguralo da dio zadrži svoj oblik kada se izbaci.
Otvaranje i izbacivanje kalupa:
1. Nakon što se dio dovoljno ohladi i očvrsne, kalup se otvara.
2. Gotovi šuplji dio se izbacuje iz kalupa, često uz pomoć klinova za izbacivanje ili zračnog udara.
Podrezivanje (Uklanjanje svjetla):
1. Proces obično ostavlja višak materijala, poznat kao bljesak, gdje su polovice kalupa priklještile ploču (gornji i donji dio, a ponekad i oko ručki).
2. Ovaj bljesak treba odrezati. Obrezivanje se može obaviti ručno, poluautomatski ili potpuno automatski kao dio proizvodne linije. Podrezana bljeskalica često se ponovno brusi i reciklira natrag u proces.
